


Une conversion qui repose sur des briques techniques précises
Dans la continuité de notre précédent article consacré à la conversion des installations de cogénération biogaz, nous nous intéressons ici à l’un des éléments les plus structurants de cette transition : l’épurateur de biogaz.
Cet article a été rédigé avec le soutien de Prodeval.
Le passage d’une unité de méthanisation en cogénération vers l’injection de biométhane n’est pas un simple changement de contrat ou de mode de valorisation. C’est une transformation technique majeure, qui impose de repenser l’aval de l’installation et d’y intégrer de nouveaux équipements.
Parmi ces briques, l’épurateur joue un rôle central. C’est lui qui permet de transformer le biogaz brut en un biométhane conforme aux exigences du réseau, en éliminant les éléments indésirables comme le dioxyde de carbone (CO2), le sulfure d’hydrogène (H2S), l’eau, l’oxygène ou encore les siloxanes.
Cette étape de purification détermine non seulement la qualité du gaz injecté, mais aussi la performance énergétique de l’ensemble et les contraintes d’exploitation au quotidien.
Et derrière cette brique technique, on retrouve des choix d’ingénierie, des technologies de pointe… et des partenaires expérimentés. À l’image de Prodeval, acteur historique du secteur, qui a franchi en juin 2025 la barre des 500 unités VALOPUR® installées en France et à l’international.
Pourquoi l’épurateur est une brique stratégique ?
Le biogaz doit son pouvoir énergétique à une seule molécule : le méthane (CH4).
En cogénération, le biogaz est utilisé sous forme brute (nettoyée, mais non épurée) pour alimenter un moteur. L’énergie réellement exploitée reste celle du méthane.
Dans le cas de l’injection, l’enjeu change : il s’agit d’isoler le CH4 du reste des composants pour produire un gaz épuré, proche du gaz naturel fossile, injectable dans les réseaux.
-
Répondre aux exigences du réseau
Le biométhane injecté doit respecter des seuils stricts définis par les gestionnaires de réseau (GRDF, Natran, Terega), en application de l’article L. 432-8 du code de l’énergie. Parmi eux : une teneur minimale en méthane supérieure ou égale à 96 % PCS, l’absence d’eau, ainsi que des teneurs résiduelles faibles en CO2, O2, N2, H2S, siloxanes et COV.
Seul un épurateur bien dimensionné peut garantir cette conformité.
-
Un impact direct sur les performances de l’installation
La qualité de l’épurateur conditionne le taux de récupération du CH4, les consommations énergétiques (notamment liées à la compression), la stabilité du fonctionnement, la maintenance à long terme, et la valeur du gaz injecté. Un épurateur performant devient un levier d’optimisation des revenus et de maîtrise des charges dès la mise en service.
-
Un enjeu environnemental et économique
L’épurateur joue également un rôle dans la valorisation durable du gisement, en évitant les émissions diffuses de CH4, en garantissant la conformité réglementaire pour l’obtention des CPB ou BPA, et en réduisant l’empreinte carbone de l’installation. C’est aussi à cette étape qu’est généré un coproduit riche en CO2, dont la valorisation devient un axe stratégique dans les nouveaux modèles économiques. Nous y reviendrons dans la suite de l’article.
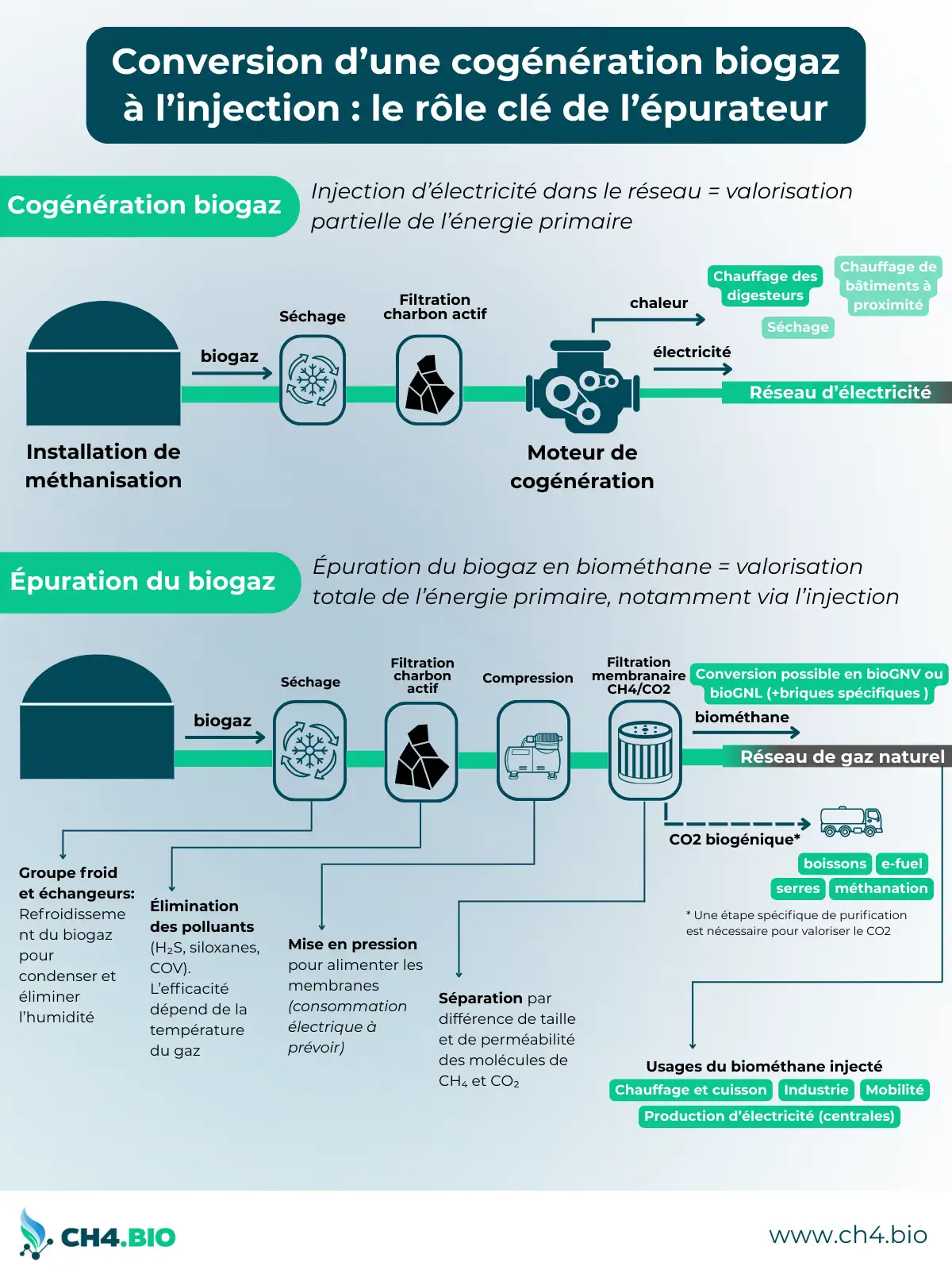
Du moteur de cogénération à l’épuration membranaire : le rôle clé de l’épuration pour convertir le biogaz brut en biométhane injectable et valorisable dans le réseau de gaz naturel
Les principales technologies d’épuration disponibles
Pour injecter du biométhane dans le réseau, il ne suffit pas de produire du biogaz : il faut l’épurer. Le biogaz brut contient en général entre 50 et 60 % de CH4, le reste étant principalement du CO2 et des composés traces (H2S, O2, N2, COV, siloxanes…).
L’objectif est clair : concentrer le CH4 au-delà de 96 % PCS, seuil requis pour l’injection.
Lavage à l’eau
Technologie basée sur la dissolution sélective du CO2 dans une colonne d’eau sous pression. Fiable et éprouvée, elle présente néanmoins des limites : forte consommation d’eau, difficulté à traiter certains contaminants comme les siloxanes, encombrement important et gestion complexe des effluents.
Lavage chimique (aux amines)
Le CO2 est capté par un solvant chimique régénérable. La technologie est performante pour atteindre une haute pureté, mais elle s’accompagne de coûts d’exploitation élevés, et la régénération des solvants nécessite une surveillance rigoureuse.
Adsorption à pression alternée (PSA)
Cette méthode repose sur des matériaux adsorbants (zéolithes, tamis moléculaires) qui retiennent les gaz sous haute pression avant dépressurisation. Elle offre un bon rendement (98,4 %) et une technologie bien maîtrisée, mais reste sensible aux contaminants et aux variations de débit, ce qui nécessite un prétraitement rigoureux.
Épuration cryogénique
Le procédé consiste à refroidir fortement le gaz pour liquéfier les composés autres que le méthane. Très efficace sur la pureté du gaz produit, il reste complexe, énergivore et onéreux. Il est surtout réservé aux projets de grande taille ou aux usages spécifiques comme le bioGNL ou la valorisation du CO2.
Épuration membranaire
Des membranes polymères retiennent le méthane et laissent passer les autres gaz (CO2, H2O, etc.). Compacte, modulable et efficace sur le terrain, cette technologie représente aujourd’hui 88 % des installations françaises (hors STEP et ISDND), avec un rendement médian de 99,0 % CH4 (source : CRE 2024). Elle s’adapte particulièrement bien aux unités agricoles, territoriales et aux projets en conversion.
C’est d’ailleurs cette technologie, largement éprouvée en France, qui s’impose comme la plus adaptée aux unités en cogénération souhaitant passer à l’injection : peu encombrante, facilement intégrable, et parfaitement maîtrisée par la filière. C’est cette technologie qu’a fait évoluer Prodeval avec sa solution VALOPUR® , devenue aujourd’hui une référence pour les projets d’injection en France, notamment ceux portés par des exploitants agricoles, des collectivités ou des industriels à l’échelle territoriale.
VALOPUR®, la référence française de l’épuration membranaire
La gamme VALOPUR®, développée par Prodeval, repose sur une technologie d’épuration membranaire qui fait aujourd’hui référence dans le secteur du biométhane. Elle permet d’atteindre un rendement épuratoire pouvant aller jusqu’à 99.8%, tout en assurant la stabilité du procédé, une faible consommation énergétique, et une excellente adaptabilité aux contraintes de chaque projet.
Chaque installation s’appuie sur un agencement optimisé de membranes polymères sélectives, configurées sur mesure pour assurer une séparation efficace CH4 / CO2. En amont, les composés traces (COV, H2S…) sont également traités pour garantir la conformité du gaz injecté. L’ensemble est conçu de manière modulaire, avec un pilotage centralisé via système SCADA, une supervision à distance, et une maintenance facilitée.
-

- Unité VALOPUR® DFM : une version compacte et optimisée pour les projets de conversion.
-

- Intérieur d’une unité VALOPUR® : membranes et tuyauteries d’épuration membranaire.
VALOPUR® DFM : une nouvelle génération plus compacte
Prodeval a récemment dévoilé une nouvelle version de sa solution : VALOPUR® DFM, pensée pour les projets où l’espace est contraint — un cas fréquent dans les conversions de cogénération, où l’emprise au sol disponible est limitée.
Cette évolution intègre :
- une réduction significative du volume au sol nécessaire à l’installation
- une intégration simplifiée, y compris en bâtiment existant
- un design repensé pour optimiser les flux de gaz, d’énergie et de maintenance.
Fruit de plusieurs années de R&D et de retours d’expérience terrain, cette nouvelle génération incarne l’agilité industrielle de Prodeval face aux défis du terrain.
Une fabrication française sur la ligne ALLIANCE
Les unités VALOPUR® et VALOPUR® DFM sont assemblées en France, sur la nouvelle ligne industrielle ALLIANCE inaugurée en juin 2025 à Châteauneuf-sur-Isère (Drôme). Fruit d’un partenariat entre Prodeval et Aventech, cette ligne s’étend sur 5 000 m² entièrement dédiés à la fabrication d’équipements de valorisation du biogaz.
Pour les porteurs de projets, c’est la garantie d’un épurateur conçu et livré dans des délais maîtrisés, avec un haut niveau de standardisation et un service de proximité à chaque étape du projet.

La ligne ALLIANCE à Châteauneuf-sur-Isère : 5 000 m² dédiés à la fabrication française des unités VALOPUR® de Prodeval
Bien dimensionner son épurateur : les critères à ne pas négliger
Chaque projet de conversion vers l’injection présente des spécificités qui influencent directement le choix, le dimensionnement et le paramétrage de l’épurateur. Il ne s’agit pas simplement de « poser une machine », mais bien d’intégrer un équipement central dans un système existant, avec des contraintes techniques et opérationnelles propres à chaque site.
Nature du biogaz à traiter
Le type d’intrants (effluents, résidus, cultures, biodéchets…) conditionne la composition du biogaz, notamment en H2S, en COV ou en humidité. Un biogaz issu de résidus agricoles sur un site autonome n’aura pas les mêmes caractéristiques que celui d’une plateforme territoriale ou d’une ISDND. Cela influe sur le prétraitement nécessaire, la durabilité des équipements — en particulier les membranes — et les performances globales du système.
Débit et profil de production
Le dimensionnement repose à la fois sur le débit nominal de biogaz brut et sur son profil de production : régularité, saisonnalité, arrêts programmés… L’épurateur doit maintenir ses performances aussi bien en régime nominal qu’en période de charge partielle, sans surconsommation énergétique ni perte d’efficacité.
Taux de disponibilité attendu
Le niveau d’automatisation et de robustesse doit être ajusté en fonction de la présence humaine sur site. Certaines installations exigent une autonomie maximale avec peu d’interventions, d’autres intègrent une surveillance quotidienne. Le choix technique doit répondre à ces besoins dès la conception.
Intégration au process existant
La configuration du site est souvent un facteur limitant, notamment en conversion. L’épurateur doit pouvoir s’intégrer dans un environnement déjà aménagé : bâtiments existants, réseaux enterrés, accès restreints, tranchées, etc. Cela implique une réflexion sur l’emprise au sol, les circuits de gaz et de fluides, ainsi que sur la compatibilité avec les systèmes de supervision déjà en place.
Perspectives d’évolution
Un bon dimensionnement ne se limite pas au besoin immédiat. Il doit aussi anticiper les évolutions possibles du projet : augmentation de capacité, valorisation complémentaire (comme le CO2), ou évolution des dispositifs de financement (CPB, BPA…). Certains modèles, comme la VALOPUR® DFM, ont été conçus pour accompagner ces extensions sans remise en cause du dimensionnement initial.
Et après l’épuration ? Le CO2 biogénique, un coproduit à fort potentiel
Une fois le biométhane séparé, il reste un autre gaz en grande quantité : le dioxyde de carbone (CO2). Longtemps perçu comme un simple résidu, il devient aujourd’hui un coproduit stratégique, au cœur de nouvelles opportunités de valorisation.
Dans les projets d’injection, l’épurateur ne se contente pas de purifier le biogaz. Il génère également un flux continu de CO2, stabilisé et relativement pur — souvent au-delà de 95 %. Cette qualité, associée à un débit constant, facilite sa récupération et son utilisation en aval, sans perturber la chaîne de traitement du biométhane. Prévoir dès la conception une solution de captage adaptée permet ainsi de transformer ce flux en ressource.
Les débouchés se multiplient : certaines unités valorisent déjà ce bioCO2 localement, dans des serres, des brasseries ou des installations de conservation. D’autres choisissent de le conditionner pour des usages industriels ou alimentaires, sous réserve de conformité. Dans certains cas, il est capté puis liquéfié pour être transporté vers des applications plus lointaines, comme l’industrie, le stockage ou les carburants de synthèse.
Avec l’essor des politiques de décarbonation, ces filières se structurent progressivement, et les installations agricoles ou territoriales peuvent désormais y trouver leur place. La valorisation du CO2 devient ainsi une extension naturelle du projet d’injection.
Prodeval accompagne cette évolution avec la solution , un module de captage, purification et liquéfaction du CO2, conçu pour s’intégrer facilement aux lignes d’épuration VALOPUR®. Cette brique technologique peut être installée dès le départ ou ajoutée ultérieurement, en fonction des perspectives de débouché. Elle permet de passer d’un gaz résiduel à une ressource économique, tout en renforçant l’impact environnemental du projet.
Une brique qui change l’équation
Dans un projet de conversion vers l’injection, l’épurateur ne se limite pas à une solution technique. Il en est le point d’équilibre. C’est lui qui permet de transformer un biogaz brut, souvent utilisé localement sous forme de chaleur ou d’électricité, en un biométhane conforme, injectable, et valorisable à l’échelle nationale.
C’est aussi à cette étape que s’ouvrent de nouvelles perspectives : captage du CO2, évolutivité du modèle économique, optimisation énergétique… Autant d’options qui renforcent la performance et l’impact du projet, à condition que cette brique soit bien pensée, bien intégrée, et bien accompagnée.
Avec plus de 500 épurateurs VALOPUR® déployés et des solutions comme la VALOPUR® DFM ou le module de liquéfaction de bioCO2 V’COOL®, Prodeval fait partie des partenaires capables d’accompagner cette bascule avec expertise et pragmatisme.
